


电子远传水表行业标准CJ/T224-2012规定了直读式电子远传水表进行机电转换可靠性试验,即将被试水表与匹配的专用试验设备相连接,试验至少选择在各字轮进位条件最不利的情况下进行, 如从9跳变至0的阶段,跳变延续过程要求不少于3个字。试验在跳变发生前延续到发生后分别读取机械指示装置的读数和电子读数,将两组数值进行比较,判断其相同性和关联性,要求电子读数和机械指示装置读数一致, 不出现错码。JJF1435-2013 《水表制造计量器具许可考核必备条件》也规定了直读式电子远传水表生产企业需配备机电转换可靠性试验装置用于检验机电转换信号的可靠性。
但是目前国内外没有满足要求的成熟产品可供使用,因此设计一套基于数字图像识别的机电转换可靠性试验非实流自动检测装置, 既方便使用又兼具高效,可用于制造企业的生产过程产品质量检验和计量技术机构的检验工作,具有非常重要的经济意义和社会意义。
但是目前国内外没有满足要求的成熟产品可供使用,因此设计一套基于数字图像识别的机电转换可靠性试验非实流自动检测装置, 既方便使用又兼具高效,可用于制造企业的生产过程产品质量检验和计量技术机构的检验工作,具有非常重要的经济意义和社会意义。
一、装置的组成及工作原理
1.装置的组成
电子远传水表机电转换可靠性试验非实流自动检测装置由机械工装定位传动系统和控制系统构成。机械工装定位传动系统主要解决电子远传水表计数器的定位和工装, 控制系统主要包括可编程控制器(PLC)、伺服电机控制系统、触摸屏、电子读数识别系统、机械读数识别系统,用于解决非实流传动控制、电子远传水表机械读数和电子读数的自动读取。其中,PLC选用西门子S7-200系列的CPU224XP,主要实现对伺服电机驱动器的控制, 通过调节输出频率的大小, 调节电机转速,从而模拟产生可自动调节的试验流量;电子读数识别系统通RS485/MBUS总线通信至上位机系统;机械读数识别系统将水表机械读数利用数字图像识别技术处理后,通过RS485总线通信至上位机系统;上位机系统选用Delphi7.0,实现人机交互和数据存储。
装置的机械工装定位传动系统由图像传感器定位工装、电子远传水表计数器定位工装、伺服电机传动结构组成。
2.装置的工作原理
电子远传水表指示装置的范围一般不小于9999m3,字轮的每一位都需要验证。如果按照实流测试, 那么机电转换可靠性试验一般需要数月时间,这无疑给企业和技术机构带来巨大的时间成本和能耗。对于机电转换可靠性试验,需要知道水表的电子读数和机械读数,才能计算机电转换一致性,一般电子读数可以通过通信方式自动读取和记录,但是如果水表的机械读数依然人工读取, 长达数月的试验周期,无疑会给企业和技术机构带来巨大的人力成本。因此,本文设计的装置在非实流状态下,利用伺服电机和传动机械直接带动字轮前进,水表的机械读数利用图像传感器和DSP系统直接识别和记录。装置的主要工作原理如下:将电子远传水表的表头安装至机械工装定位传动系统,伺服电机通过传动机构按照可设定的速度带动字轮前进, 当其中一个字轮从9跳变至0时,上位机软件系统通过总线通信远程抄读水表的电子读数,记为Vs;同一时刻机械读数识别系统利用图像传感器将水表字轮的读数拍摄成照片,经DSP系统数字图像识别后,获取字轮上的机械读数,记为VM,该机械读数和字轮照片通过RS485总线通信上传至上位机系统;上位机接收到机械读数和电子读数后,计算水表的机电信号转换是否可靠,计算公式如下:
ΔV=VM-Vs
按照CJ/T224-2012《电子远传水表》,对于直读式电子远传水表,机电转换误差不超过±1个最小转换分度值。最后,上位机系统将电子读数、机械读数、字轮照片和机电转换误差存储至数据库系统。
二、软件设计
1.人机界面设计
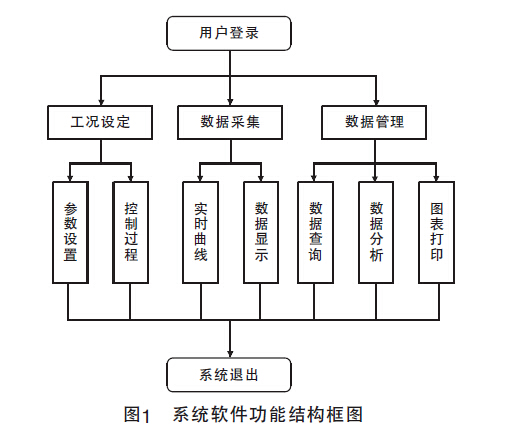
上位机控制软件是基于Windows7操作系统,使用Delphi7.0开发的, 采用面向对象多层体系结构技术。本系统的软件设计除了提供用户人性化友好界面方便用户外,主要是对试验的工况进行设定,对试验的各项参数进行实时记录与显示,并通过数据库存储历史数据以便于事后分析与查询。图1为本系统软件功能结构框图。
2.控制程序设计
2.控制程序设计
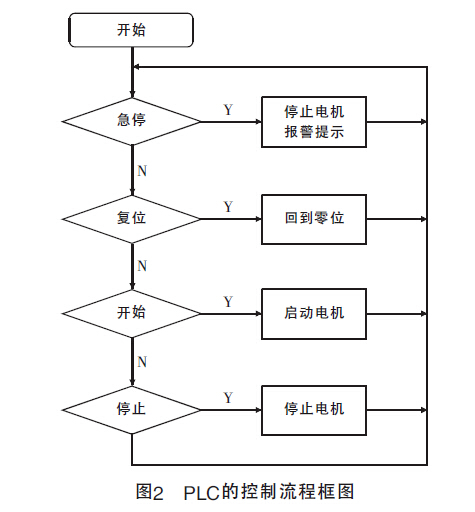
装置工作时,字轮的前进主要依靠伺服电机和传动机械控制。通过PLC的脉冲输出功能,可以精确控制伺服电机的转速,再利用工装定位系统的机械传动比,就可以准确控制水表字轮的前进速度。PLC的控制流程框图如图2所示, 具体工况参数通过上位机界面设定,PLC按照上位机设定的参数和选择的操作按钮执行程序。
3.数据库设计
本系统的数据库是基于SQL Server 2003数据库软件设计的。Delphi可以通过数据库引擎BDE和ADO组件等方法与数据库进行连接。在本系统中数据库主要用于存放实验数据,包括电子读数、机械读数、字轮照片和机电转换误差,便于试验后统计和分析。